Supply Chain Foundations

Consider this: 100 percent of domestic manufacturers in the United States procure some combination of materials, components, sub-assemblies, and/or assemblies from other companies—they buy stuff. And 100 percent of domestic successful manufacturers have end-user, other business or government customers—they sell stuff. In other words, 100 percent of domestic manufacturers are in supply chains.
U.S. manufacturing’s competitiveness depends on the performance of companies operating at all levels of the supply chain. However, supply chain competitiveness depends not just on the performance of each individual member, but also on how the elements of the supply chain work together and on their responsiveness to market demand.
I once met with an executive from an iconic American manufacturer of products designed, “For those who cultivate and harvest the land. For those who transform and enrich the land. For those who build upon the land.” Through the course of our conversation, this executive told me in the most basic of terms that small- and medium-sized manufacturers cannot stay in business without sales to customers—whomever and wherever they may be.
This may seem obvious or basic, but bear with me; I’m going somewhere with this, I promise. At the same time, any manufacturing company’s growth is intrinsically linked to the performance of its supply chain. Companies cannot compete without other lean, flexible and innovative companies supplying necessary parts and components.
Companies in supply chains operate with a certain level of interdependence.
The figure below illustrates this point. Each level identifies the drivers of supply chain global competitiveness. At the top level, the match between the products produced by the supply chain to the needs of customers (including their quality, the time and location of delivery, and price) is the key determinant of supply chain competitiveness.
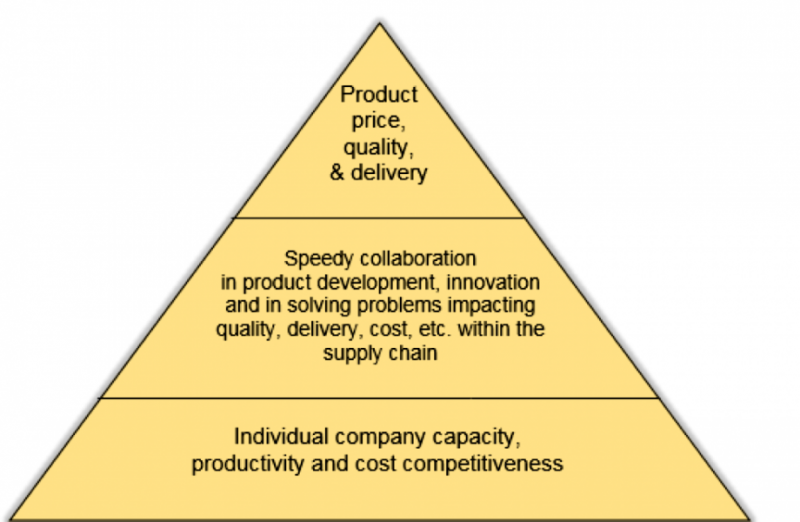
However, top level competitiveness cannot be achieved unless the supply chain is capable of rapid and effective product development in response to changing customer demand and in addressing any problems related to the speed, quantity, quality, and cost of delivering the products to customers. Even if the supply chain is focused on the “right products” at the “right price,” if these products cannot also be developed faster than the competition and if problems cannot be quickly identified and resolved, the supply chain will lose its competitive advantage. This is the nature of interdependence.
Of course, competitiveness at the top two levels cannot be achieved and sustained over the product life cycle unless the companies that comprise the supply chain are individually achieving operational excellence globally. These small companies are the foundation, the building blocks for this whole thing. Small manufacturers represent 99 percent of all manufacturing establishments, and employ about 8.2 million people; there are a lot more of them out there than you may think.
The interconnected sum of a supply chain is greater than its individual parts. It has to be, and for competitiveness’ sake, it better be, but the flexibility and agility of the individual companies in the supply chain is just as important. Managing supply chains requires integrating all the links in the chain into a seamless network. Orchestrating the flow of information and products—whether it is about new product needs, quality issues, costs, delivery, inventory, or something else—requires a deft touch, but also the ability to peer into the supply chain to make sure all the parts are working together smoothly.
If that’s something you’re struggling with, the Manufacturing Extension Partnership (MEP) national network may be able to help. The MEP Supply Chain Optimization program is a strategic approach to solving the challenges of U.S. manufacturers by promoting a better flow of product from suppliers to customers to reduce costs, improve quality and shorten lead times. As part of our mission to make U.S. manufacturers productive and globally competitive, we are your go-to resource for supply chain management assistance, to help you become 100 percent successful.
Carroll Thomas is the Director of the NIST Manufacturing Extension Partnership. In her role as Director, she is responsible for a nationwide network of centers to help U.S. manufacturers compete globally, supporting greater supply chain integration and providing access to technology.